Industry 4.0 Technologies, Digital Transformation, Factory of the Future, and Smart Factories are a variety of names given to a new type of automation and integration, available within a modern manufacturing plant today.
To fully appreciate the evolution, it would be worth stepping back a few years to understand how things were manually done in the past, and what the deployment of Industry 4.0 technologies might look like today.
A Smart Factory of the Nineties
Many years ago, I worked as a production manager for Coats Viyella, in one of their UK factories providing ladieswear to Marks and Spencer. At that time, we were at the forefront of modern manufacturing systems and utilized the Toyota Sewing Systems (TSS) – a cellular garment manufacturing system. This essentially consisted of a team of approximately six to eight highly skilled operatives, working within a small manufacturing team cell. Each operator or machinist typically completed three to four different operations in the manufacturing process and moved between machines to prevent the bottlenecks found in conventional manufacturing lines.
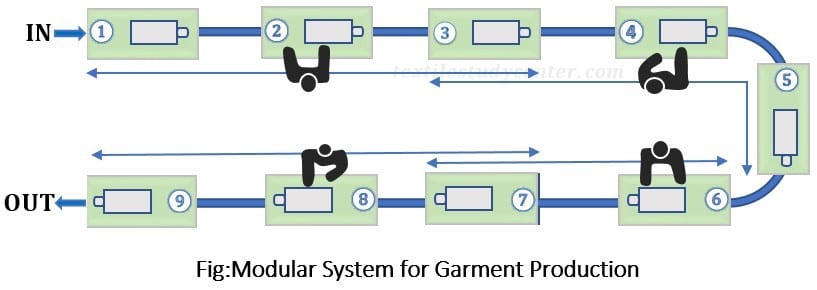
When compared to a traditional production line, the TSS cellular approach allowed us to be much more agile and respond rapidly to new garment styles. With the production floor broken down into approximately eighteen teams, they could all be working on different styles at the same time. The illustration below shows how machinists moved between machines in almost the same way sprinters in a relay race might pass the baton (or garment) from one person to another.
There were several key advantages to the TSS methodology which included the ability to rapidly change from one style to another, the capability to manufacture many different styles at once across production cells, a team of very highly skilled machinists with a very high level of job satisfaction, a reduction of work in progress (particularly bottleneck operations), and a quicker throughput of garments. The only time a conventional sewing line was more effective than the cellular approach was for huge volumes, but at that time retailers were usually working on smaller volumes for a wider range of garments, which suited the TSS system very well.
To ensure that TSS lines ran optimally, traffic light indicators were installed at the start of every sewing cell with three colours. A “red light” flagged by a machinist indicated an urgent breakdown whereby a mechanic responded quickly to resolve the issue, enabling production to continue. An “amber light” was used to call the section manager in the event there was a question or issue with quality. A “green light” was used to indicate that additional work was required and would typically be shown when the first operative in the cell started working on the last bundle, typically a dozen cut garments. This would trigger a new carrier with twelve bundles of twelve garments for the sewing operatives.
The total time taken to manufacture an item was calculated by a work study engineer. On the basis that a garment might take four minutes to complete from start to finish, this represented a total theoretical output of fifteen garments per hour or approximately 120 per day. The section manager was responsible for manually counting the number of garments produced each hour and manually calculating the line efficiency on an hour-by-hour basis. Using simple mathematics, twelve garments per hour represented an efficiency of 80%, and although calculated on a daily basis, 80% was the threshold at which the productivity bonus would be activated. To the machinists, having visibility of their performance during the day helped them push harder to realize larger productivity bonuses.
This gamification of the system did have some pros and cons. A particular downside was of a team falling behind in the morning, generally having an overall poor day, if they couldn’t see a means of catching up. On the flip-side, if a team pushed into the productivity bonus percentage and then fell behind slightly in the afternoon, they would often push hard to catch up, sometimes staying later in their own time to achieve the bonus payment.
Back in the nineties, we used the most advanced sewing systems available and a variety of manual traffic light and KPI systems to manage and optimize our performance and improve communication signals between the shop floor and other departments. It was simple but very manual in its operation.
The Smart Factory of the Twenty-First Century
If we were to explore the smart factory of the twenty-first century there would be some striking similarities. KPIs would still be used to evaluate workplace efficiency and motivate operatives, albeit with automated calculation on the basis of sensor feedback with vivid and interactive graphical BI (Business Intelligence) dashboards to deliver the same visibility and gamification necessary to motivate.
A photoelectric sensor might be placed at the end of the production line to record the quantity finished which highlights machine efficiency. Sensor feedback of finished product could update the core business system in real-time, providing updates to the sales team of the finished product, progress on specific customer orders, available capacity, etc.
For machine breakdowns, there would still be the critical breakdown trigger. Though, it would likely be sensor-driven with an alert sent directly to the mechanic and an automated repair work order created within your business system. This would capture total downtime, the time required for repairs, and spare parts consumed; providing a greater depth of breakdown cost to the business.
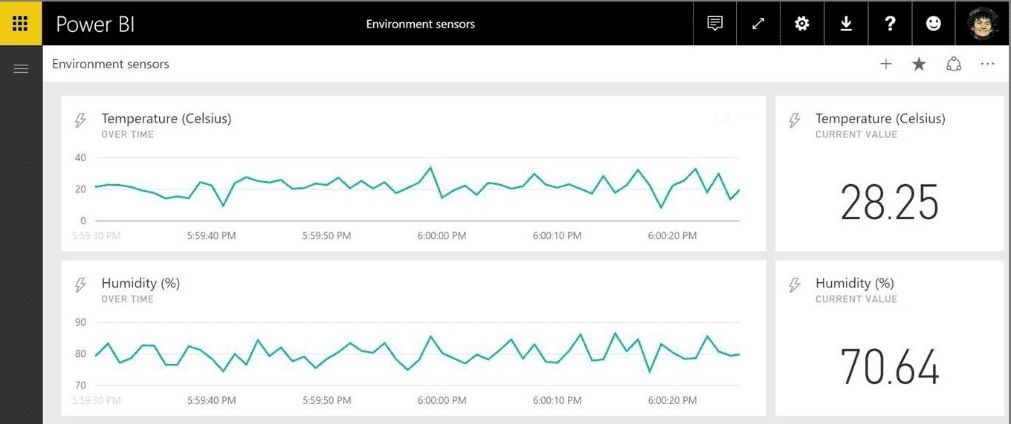
Using AI (Artificial Intelligence) with intelligent maintenance scheduling, we could also identify recurring problem machines and optimum service durations between maintenance – all with a strategy to maximize productive machine time and minimize machine breakdown as well as the associated loss of production. Real-time streams of environment sensors could again feed a BI dashboard. A simple example is shared below:
In much the same way that finished product could automatically update the core business system of its availability, the raw material stock could also automatically update stock available for production via smart RFID tags.
Following the process automation journey, the supplier’s purchase invoice could be received electronically as an EDI (Electronic Data Interchange) message, automatically updating the core business system of the amount due. The business system could then automate the vendor payment process.
Industry 4.0 technologies and the smart factory have the ability to automate many manual transactions within a modern production facility, freeing up workplace resources to work in other areas of the business, such as innovation and product design. This can potentially result in a reduction in the overall cost of production since labour typically represents the largest proportion of the manufacturing costs.
Industry 4.0 technologies can make factories smarter, more efficient when it comes to production, more agile in their ability to react to change, and better equipped to improve workplace safety through a network of interoperable and linked sensors.
I hope this article can show you that Industry 4.0 isn’t that complicated, and neither is it a set meal where you have to eat everything. Industry 4.0 technologies are really just a combination of tools – much like an a la carte menu where, as a business, you can choose the things you feel are most impactful for your business.